Japanese |
USA
|
English
|
Korea
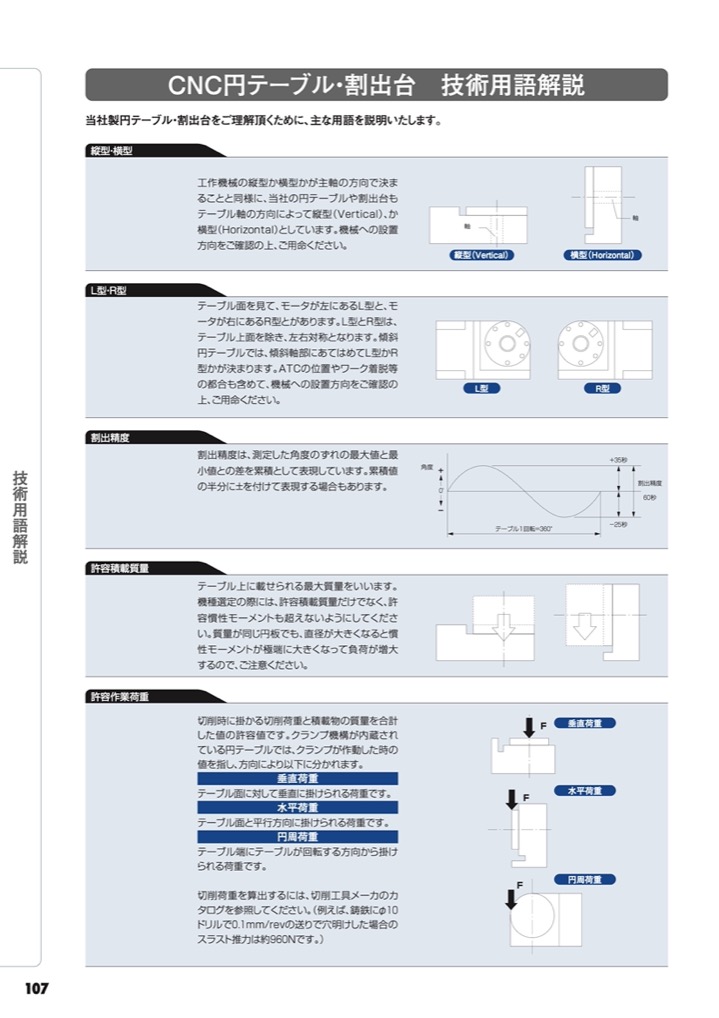
技術用語解説
縦型・横型
L型・R型
割出精度
許容積載質量
許容作業荷重
トルク
テーブルクランプトルク
テーブル回転トルク
慣性モーメント
オートパージ
エアロハイドロ
ジグ・ワーク設計時の注意点
慣性モーメントの計算式
慣性モーメントの計算式例
<< 前のページに戻る
ホーム
>
製品案内
>
CNC円テーブル(ロータリーテーブル)・割出台
>
技術用語解説