 オークマ株式会社殿 立型マシニングセンタ専用カタログ
オークマ株式会社殿 立型マシニングセンタ専用カタログ
- ページ: 104
- ■使用上の注意と動作例
・使用するタップが、タップクランプ用ビス(G)で固定できる
ようにシャンク長さがL寸より長いかをご確認ください。
足りない場合は、ロングタップをご使用ください。
・軸方向フロートは、タップが抜け出す(全長が伸びる)方向だ
けです。
・径方向フロートがありません。位置のずれた下穴に倣う加工に
は不向きです。
・トルク調整機構がありません。盲穴で切屑が穴底に溜まり、タ
ップ先端がぶつかると、タップやタップコレットが破損する恐
れがあります。
・固定サイクルは使用しないでください。送り速度が前進と後退で
異なるため、ドリリングサイクルやタッピングサイクルは使用
できません。
以下は、ネジピッチ1.5mm、主軸回転速度100min-1、最大
フロート量Fmaxが8mmの例です。
95%
■Precautions and operation examples
・Please check the tap length is longer than the L dimension for fixing by
the tap clamping screw (G) before use.
・Axial float is only in the direction in which the tap comes out
(length extends).
・No radial floating mechanism. Unsuitable for the processing to follow a
pilot hole with a misaligned position.
・No torque adjustment mechanism. If the tip of the tap collides the chips
which accumulated in the bottom of the blind hole, the tap and the tap
collet will be damaged.
・Do not use fixed cycle. Since the feeding speed of forward and backward
are different, drilling cycles and tapping cycles cannot be used.
In the following examples, the thread pitch is 1.5mm, the spindle
rotation speed is 100 min-1, and the maximum floating amount Fmax is
8 mm.
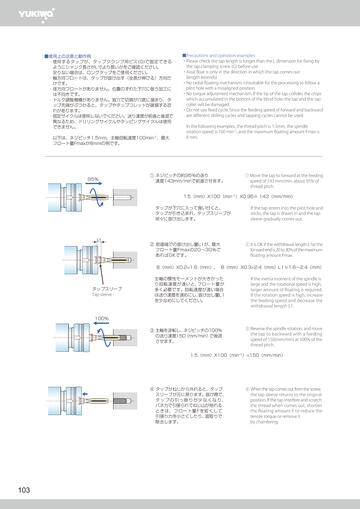
① ネジピッチの約95%の送り
速度143mm/minで前進させます。
① Move the tap to forward at the feeding
speed of 143 mm/min, about 95% of
thread pitch.
1.5(mm)X100(min-1)X0.95≒ 143(mm/min)
タップが下穴に入って食い付くと、
タップが引き込まれ、タップスリーブが
徐々に抜け出します。
L1
② 前進端での抜け出し量L1が、最大
フロート量Fmaxの20∼30%で
あればOKです。
If the tap enters into the pilot hole and
sticks, the tap is drawn in and the tap
sleeve gradually comes out.
② It is OK if the withdrawal length L1at the
forward end is 20 to 30% of the maximum
floating amount Fmax.
8(mm)X0.2=1.6(mm)、 8(mm)X0.3=2.4(mm)L1≒1.6∼2.4(mm)
タップスリーブ
Tap sleeve
主軸の慣性モーメントが大きかった
り回転速度が速いと、フロート量が
多く必要です。回転速度が速い場合
は送り速度を速めにし、抜け出し量L1
を少なめにしてください。
If the inertia moment of the spindle is
large and the rotational speed is high,
larger amount of floating is required.
If the rotation speed is high, increase
the feeding speed and decrease the
withdrawal length L1.
100%
③ 主軸を逆転し、ネジピッチの100%
の送り速度150(mm/min)で後退
させます。
③ Reverse the spindle rotation, and move
the tap to backward with a feeding
speed of 150(mm/min) at 100% of the
thread pitch.
1.5(mm)X100(min-1)=150(mm/min)
④ タップがねじから外れると、タップ
スリーブが元に戻ります。抜け際で、
タップの引っ掛りが少なくなり、
バネ力で引張られてねじ山が削れる
ときは、フロート量Fを短くして
引張り力を小さくしたり、面取りで
除去します。
103
④ When the tap comes out from the screw,
the tap sleeve returns to the original
position. If the tap interfere and scratch
the thread when comes out, shorten
the floating amount F to reduce the
tensile torque or remove it
by chamfering.
�
- ▲TOP
