
CNC円テーブル・割出台 技術用語解説
弊社製CNC円テーブル・割出台をご理解いただくために主な用語を説明致します。
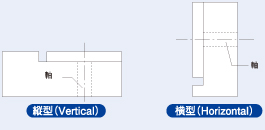
縦型・横型
工作機械の縦型か横型かが主軸の方向で決まることと同様に、当社の円テーブルや割出台もテーブル軸の方向によって縦型(Vertical)、か横型(Horizontal)としています。機械への設置方向をご確認の上、ご用命ください。
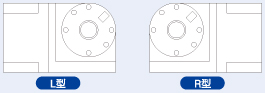
L型・R型
テーブル面を見て、モータが左にあるL型と、モータが右にあるR型とがあります。L型とR型は、テーブル上面を除き、左右対称となります。傾斜円テーブルでは、傾斜軸部にあてはめてL型かR型かが決まります。ATCの位置やワーク着脱等の都合も含めて、機械への設置方向をご確認の上、ご用命ください。
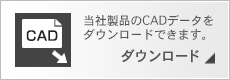
許容積載荷重
テーブル上に載せられる最大質量をいいます。機種選定の際には、許容積載質量だけでなく、許容慣性モーメントも超えないようにして下さい。質量が同じ円板でも、直径が大きくなると慣性モーメントが極端に大きくなって負荷が増大するので、ご注意ください。
許容作業荷重
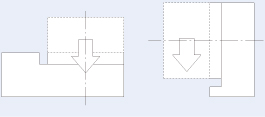
切削時に掛かる切削荷重と積載物の質量を合計した値の許容値です。クランプ機構が内蔵されている円テーブルでは、クランプが作動した時の値を指し、方向により以下に分かれます。
切削荷重を算出するには、切削工具メーカのカタログを参照して下さい。(例えば、鋳鉄にφ10ドリルで0.1mm/revの送りで穴明けした場合のスラスト推力は約960Nです。)
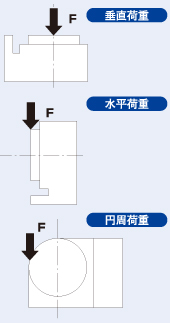
垂直荷重
テーブル面に対して垂直に掛けられる荷重です。水平荷重
テーブル面と平行にに掛けられる荷重です。円周荷重
テーブル端にテーブルが回転する方向から掛けられる荷重です。切削荷重を算出するには、切削工具メーカのカタログを参照して下さい。(例えば、鋳鉄にφ10ドリルで0.1mm/revの送りで穴明けした場合のスラスト推力は約960Nです。)
トルク
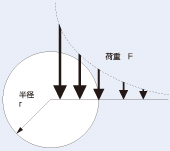
トルクとは、力と半径をかけたものです。図のようにトルクを一定とした場合、回転中心に近づくほど、負荷は多く掛けられることになります。
トルク=荷重×半径
T(Nm)=F(N)×r(mm)/1000
トルクが一定の場合、回転中心から離れるほど、荷重は小さくなります。
トルク=荷重×半径
T(Nm)=F(N)×r(mm)/1000
トルクが一定の場合、回転中心から離れるほど、荷重は小さくなります。
テーブルクランプトルク
テーブルに外部より回転力を与えた時にテーブルにスベリが生じない最大保持力のことで、滑る一歩手前のトルクを言います。この値は、円テーブル内部でクランプしているトルクのことであり、「掛けてもよい荷重」とは異なります。
テーブル回転トルク
内蔵のモータで回すことが可能な、テーブル軸での回転トルクです。
この値を超える負荷トルクがかかった場合、モータが停止したり、過負荷アラームになることがあります。回転に対してアンバランスな積載をされる場合や、摩擦負荷トルクが大きい場合には、ご注意ください。
この値を超える負荷トルクがかかった場合、モータが停止したり、過負荷アラームになることがあります。回転に対してアンバランスな積載をされる場合や、摩擦負荷トルクが大きい場合には、ご注意ください。
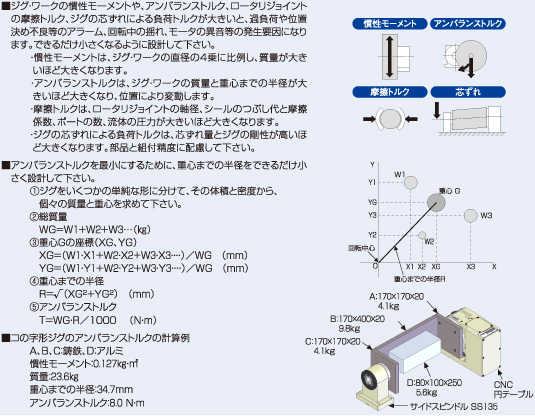
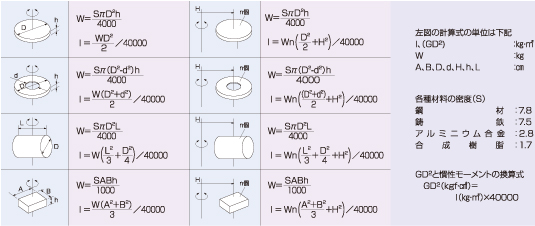
慣性モーメント
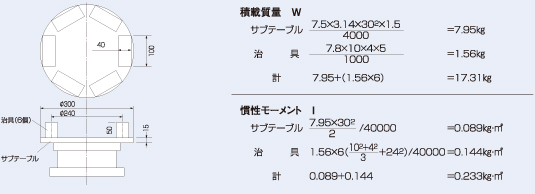
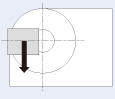
慣性モーメントとは、一言で言うと「物体の回転させにくさ」、「回転体の止めにくさ」を表す量のことです。また、重量と直径を基本として表します。
円テーブルへ搭載する治具・ワーク重量より計算される慣性モーメントが大きくなると、大きな加減速トルクが必要となり、位置決めのショックが大きくなることもあります。従って、この慣性モーメントを許容値内に押さえることで円テーブルをより長期間にわたりお使いいただくことができます。
慣性モーメントI(SI 単位系)と、GD2(工学単位系)の換算式は以下のようになります。
円板では、積載物がテーブルの中心から離れると、慣性モーメントは直径の4乗に比例して大きな値になります。従って直径を小さくすることが一番効果的です。